전자동 고온 스탠딩 & 에이징로
프로세스 흐름도

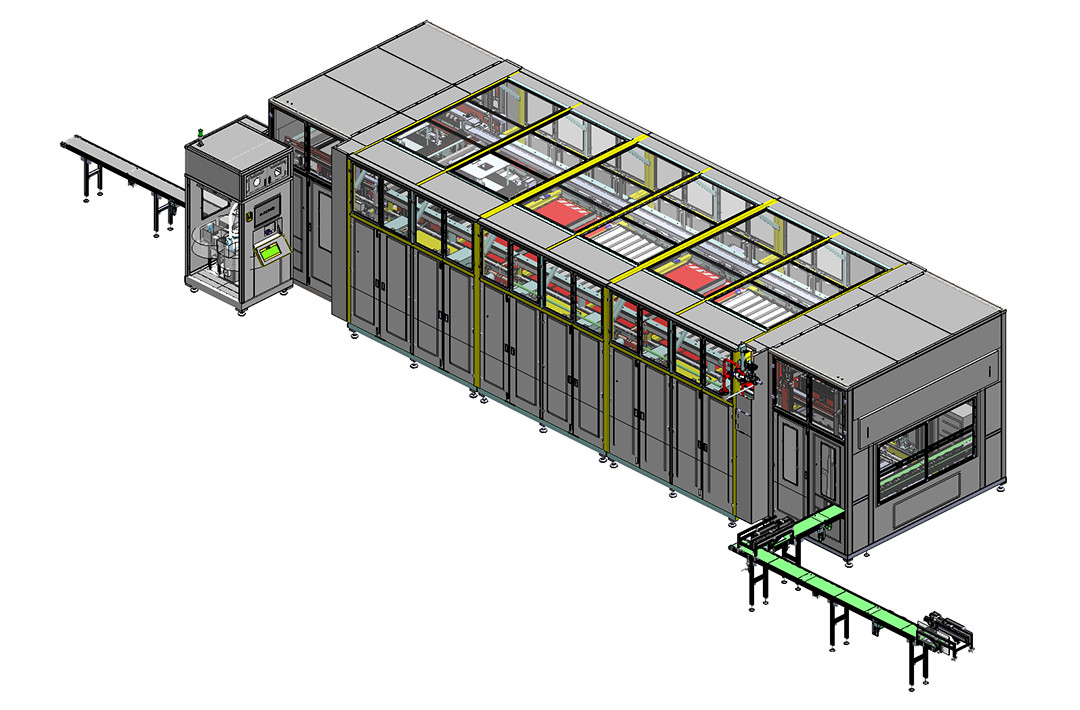
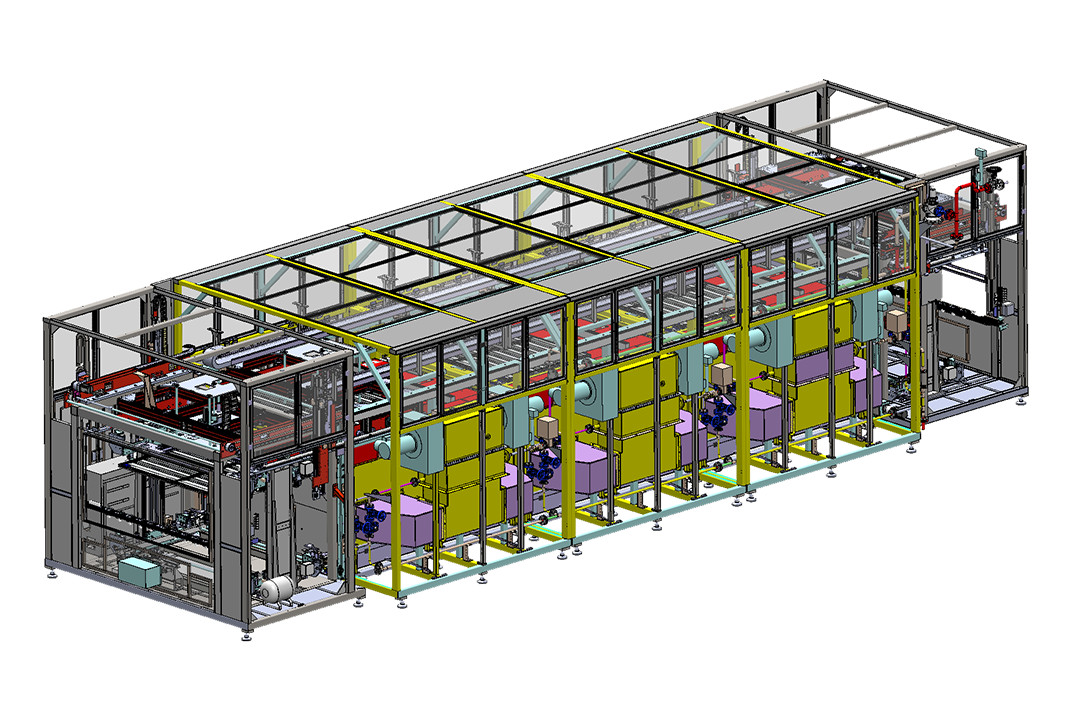
계획 예시
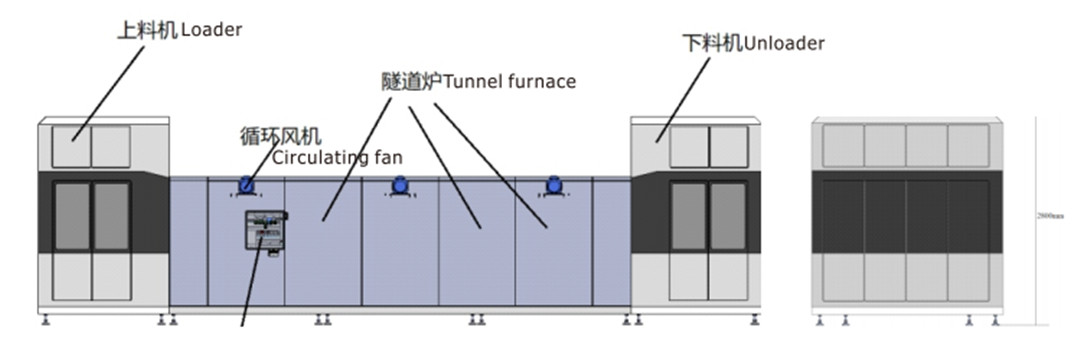
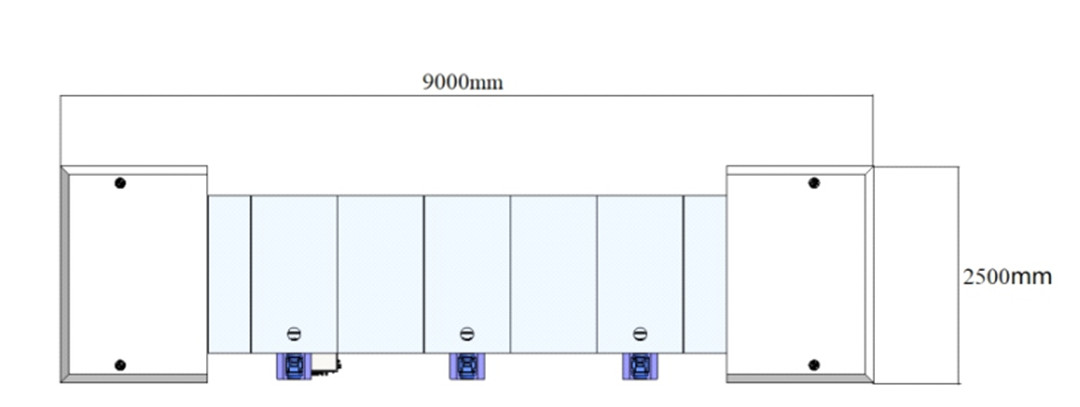
삼면도
해결책
생산 방식
전체 공정이 자동 생산입니다. 로봇이 코드를 스캔하고, 각 배터리의 데이터를 수집하고, 기술적으로 추적 가능한 시스템을 구축합니다. 각 장비에 필요한 인력은 0.25명뿐입니다.
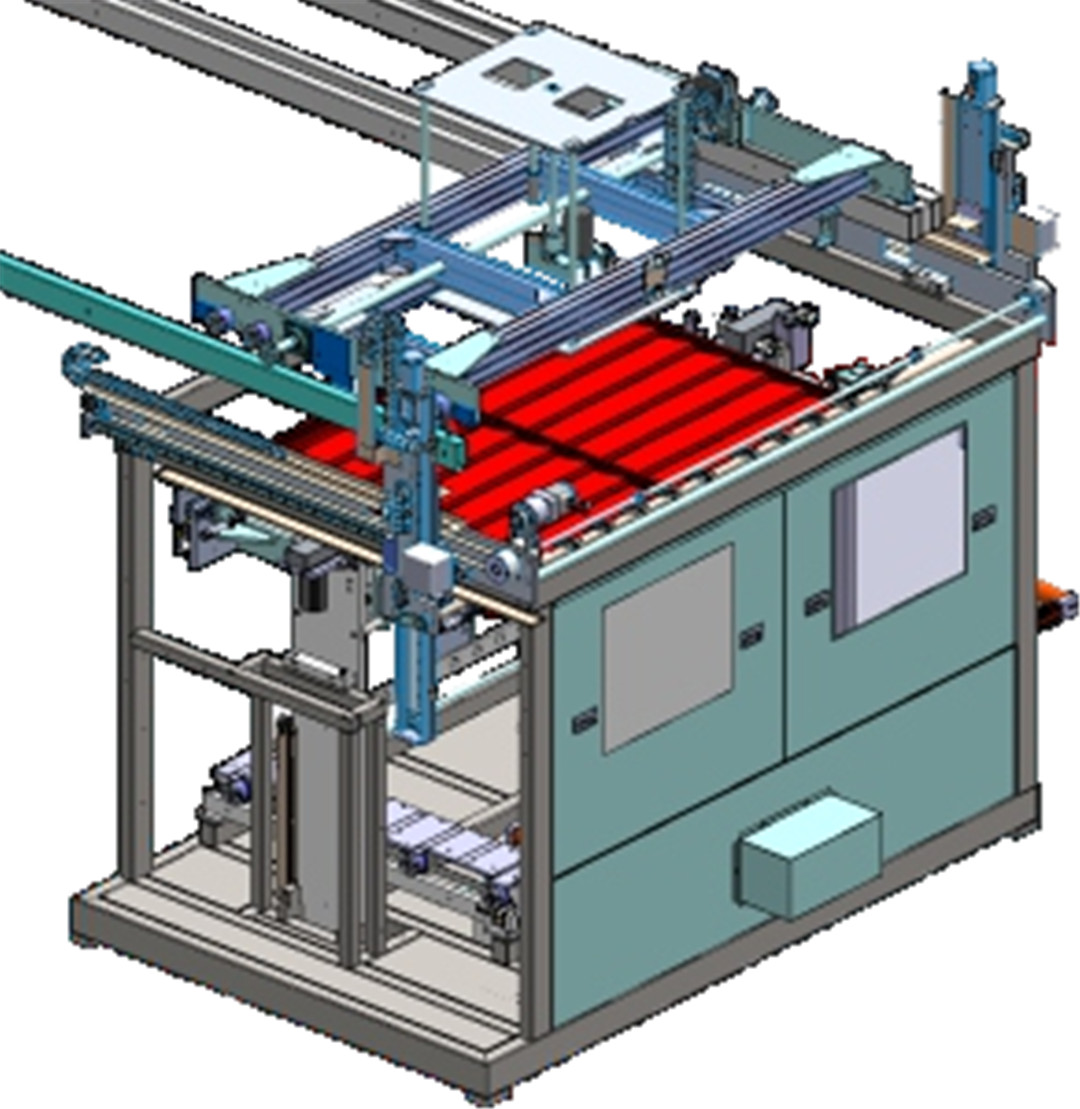
단일 플레이트 역류를 위한 자동 로딩 및 언로딩

노화로용 고정 트롤리
생산 공간과 에너지 소비를 줄이세요
● 전 공정이 밀폐된 환경으로 에너지 소모를 최대한 줄일 수 있습니다.
● 고정 트롤리의 뛰어난 듀티 사이클로 공간을 절약할 수 있습니다.
● 독특한 공기 덕트 설계로 터널 챔버의 온도는 < 5°C가 될 수 있습니다.
● 전체 공정 자동 조립 라인, .25인 세트;
● 독특한 경사 고정 라미네이트, 60°C 온도로 배터리 침투의 일관성을 보장할 수 있습니다.
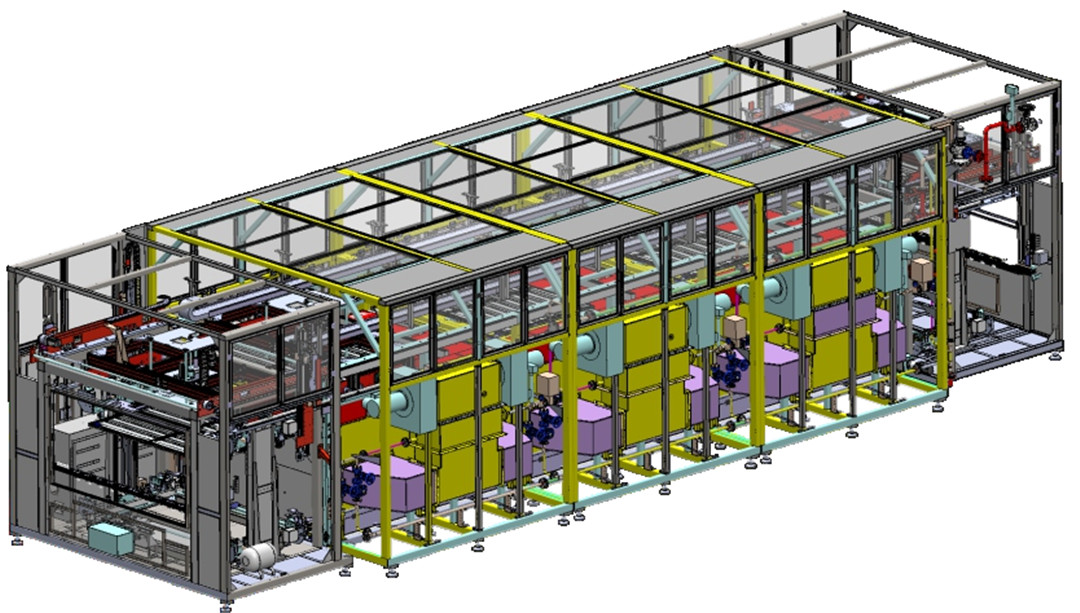
노화로 본체
기술적 매개변수
| 이름 | 인덱스 | 설명 |
| 생산 효율성 | >16PPM | 분당 생산 용량(트레이 교체 포함) |
| 합격률 | 99.98% | 수율 = 적합제품 수량 / 실제 생산량 (재료결함 요인 제외) |
| 결함율 | ≤1% | 정기적인 장비 점검 및 생산 전 준비 등을 제외한 장비 자체에서 발생하는 결함을 말합니다. |
| 전환 시간 | ≤0.5시간 | 한 사람이 처리함 |
| 용광로 온도 | 60±5°C | 용광로 내부의 일정한 온도: 장비의 외부 온도는 대기 온도보다 5℃ 높아서는 안 됩니다. 온도 균일성: 3C 이내. |
| 가열 시간 용광로 본체 | ≤30분 | 부하가 없는 상태에서 대기 온도에서 60°C까지 온도가 상승하는 시간은 30분 이내여야 합니다. |
| 난방 모드 | 증기/전기 난방 | 노화로는 구매자가 증기를 공급하는 증기 히터나 전기 가열 모드를 채택합니다. |
| 숙성 시간 | 6.5시간 | 로내 셀의 작동 시간은 조절 가능합니다. |
| 수유 모드 | 단계 유형 | TCell은 15° 각도로 비스듬히 배치됩니다. |
| 차원 | 길이=11500mm 폭=3200mm 높이=2600mm | 전체 라인의 장비 전체 치수는 표준 치수 요구 사항보다 작거나 같을 수 있습니다. |
| 색상 | 따뜻한 회색 1C, 국제 일반 컬러 플레이트 | 승인은 고객이 제공한 색상 판을 기준으로 이루어집니다. |
| 전원 | 380V/50Hz | 3상 5선식 전원 공급 장치: 총 전력은 100KW이며, 관련 전자 에너지 미터를 사용하여 전력 소비를 모니터링합니다. |
| 공기압 | 0.6~0.7Mpa | 파이프라인 압축 공기 공급원은 구매자가 직접 제공해야 합니다. |
여기에 메시지를 작성하여 보내주세요










